


贝加莱瓦楞纸前沿送纸机构伺服控制系统
2014/6/13 19:36:01
1、系统开发起源
对于瓦楞纸开槽印刷机而言,前沿送纸机构的送纸精度对于印刷质量而言至关重要,传统的送纸机构均采用高精度机械凸轮机构进行送纸的控制,这套机械凸轮价格上万美元,并且需要经常性的维护,由于磨损而会导致精度的降低,当在不同长度的印刷时都需要机械的反复调校,耗费时间,这使得它成为了系统的瓶颈。
在与国内某知名厂商的交流过程中,贝加莱ACOPOS系列驱动器中内置的电子凸轮(CAM)应用得到了该厂商的浓厚兴趣,在瓦楞纸横切、电子产品分拣与测试、印刷套色控制等领域CAM技术都有着良好的应用背景,这使得双方探讨在送纸机构上采用电子凸轮来实现高精度送纸的可能性。
2、电子凸轮取代机械凸轮
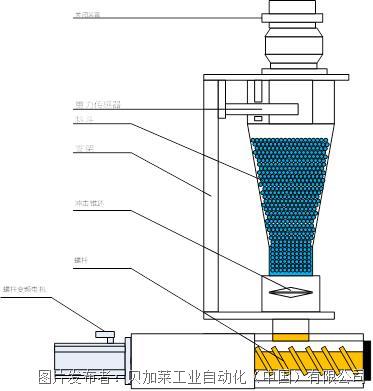
两台伺服轴跟随主轴(主轴信号由连接在接纸辊上的编码器提供)做电子凸轮运动完成送纸,一台伺服带动三组送纸辊,另一台控制抬板按相位升降;要求每分钟送纸速度最高250张/min;送纸精度要求在整个速度范围内0.5毫米之内;
送纸机构由一个5.7Power Panel控制与显示集成的HMI进行控制与操作,外部按钮“单张送纸”、“连续送纸”、“停止送纸”、“加速”、“减速”等不用另外添加IO模块,用伺服外部输入Trigger1、Trigger2、reference等代替输入即可。
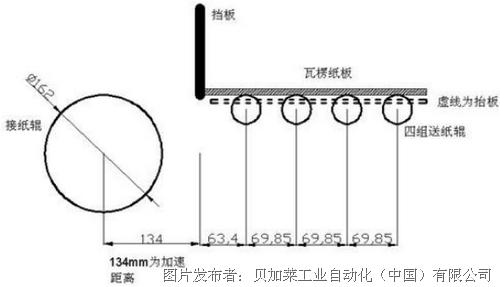
编码器连接在接纸辊上,而接纸辊与印刷(模切)辊比为XX:XX,实际工作中两滚线速度相同,所以编码器通过装置保持与印刷辊(模切)相位1:1。因为外接编码器相位始终与印刷(模切)辊保持一致,编码器可以选用高精度单圈增量式编码器,我们在实际项目中选用的是2500线增量式带差分信号的编码器;R相作为送纸启动角度的参考点。
最大送纸速度250张/min(条件为纸宽小于1150mm,如果纸张宽度超过则隔张送纸);每次送纸送纸辊伺服轴都会在编码器一圈的固定相位中作一次加速、同步、减速的凸轮运动,以宽度小于1150mm为例,送纸速度达到250张/min时,一秒钟要进行4.17次凸轮运动;纸张宽度最小为320mm,最宽为1600mm。
伺服采用powerlink总线:考虑到高速控制的实时性,两台伺服轴的运动状态触发及数据交换都具有高速实时性,确保了控制的高精度。
3、送纸过程时序控制
在接纸辊编码器旋转到设定相位时,抬板放下,使瓦楞纸与送纸辊充分接触;然后启动送纸辊电机,在如上图所示的134mm的距离内加速到接纸辊的线速度,进入同步传送;当接纸辊编码器转到相应相位时,抬板抬起,等到瓦楞纸与送纸辊充分脱离后,触发送纸轴减速(在规定相位里减至0速),然后等待下一次送纸时机。
控制时序图如下所示:
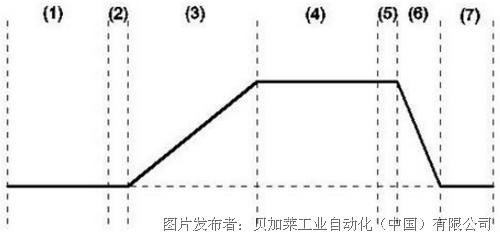
时序(1)(7)等待相位;
时序(2)抬板放下相位;
时序(3)送纸轴加速相位;
时序(4)(5)送纸轴同步相位;
时序(5)抬板抬起相位;
时序(6)送纸轴减速相位;
时序(7)(1)等待相位;
注:以上相位总和为360度,具体动作相位分配请在项目实施中确定调整。
4、系统配置
该系统配置如下,B&R的Power Panel由于其设计为控制、显示与操作于一体,系统结构简单,通过在Power Panel后的通信卡连接驱动器,而且外接的编码器可以直接插入到ACOPOS伺服驱动器。

5、系统特点
5.1电子凸轮计算速度更快
ACOPOS采用插入式模块方式,可以直接将外接编码器的主轴信号输入,由驱动器内部直接计算而无需像传统的PLC需要反馈到PLC的高速计数模块然后到运动控制模块再反馈给驱动器,因此,它可以完成非常高速的电子凸轮同步,对于ACOPOS而言其刷新速率在uS级。
5.2Ethernet POWERLINK技术
Ethernet POWERLINK是100Mbps的高速实时以太网技术,在这个应用中,通过其直接交叉通信功能(Direct Cross-Traffic),这项功能使得两个ACOPOS之间直接进行同步计算,而无需通过主控制器PLC来协调即可,这一机制使得轴与轴之间的通信传输过程大为简化,从而提高了系统的刷新速度。
该系统目前已经投入批量,送纸速度与精度均良好满足预先设计的系统要求,而且相较以前的系统而言成本也得到了大幅度的下降。 




 投诉建议
投诉建议
提交
查看更多评论
其他资讯
ACOPOS 6D-装配生产新模式
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持